Several Tips About Laser Nozzles
1.Material thickness
")
Material thickness is an important factor in determining the appropriate laser cutting nozzle. Thicker materials require more laser power and a nozzle with a larger aperture to cut effectively. Common apertures are 0.8mm, 1.0mm, 1.2mm, 1.5mm, 2.0mm, 2.3mm, 2.5mm, 3.0mm, 3.5mm, 4.0mm, etc.
2.Material type
")
Different materials have different physical and thermal properties that can affect the laser cutting process. For example, cutting carbon steel will typically use a double-layer nozzle, and cutting stainless steel will typically use a single-layer nozzle. There are also galvanized sheet, aluminum and other materials that have more dross when cutting will also choose different laser nozzles depending on the actual situation.
3.Laser power
More powerful lasers require more intense nozzles to handle the increased energy. Typically higher power lasers will use fast nozzles.
4.Cutting speed
")
The principle is consistent with higher power requiring a more powerful nozzle
5.System maintenance requirements.
The maintenance requirements of a laser cutting system also influence nozzle selection. Some nozzles are easier to clean and maintain, while others may require more frequent cleaning or replacement. In addition to considering the performance capabilities of the nozzle, its maintenance requirements must also be considered.
6.Laser Nozzles Price

As an important component of the laser cutting head, laser nozzles are also a kind of consumables, so the cost is also we need to pay special attention to, affecting the laser nozzles price are usually factors: material, shape, market availability, manufacturing process, in addition, usually the laser equipment brand original laser nozzles price will be more than other production can be replaced parts The price of laser nozzles is usually more expensive than those from other suppliers who produce alternative parts.
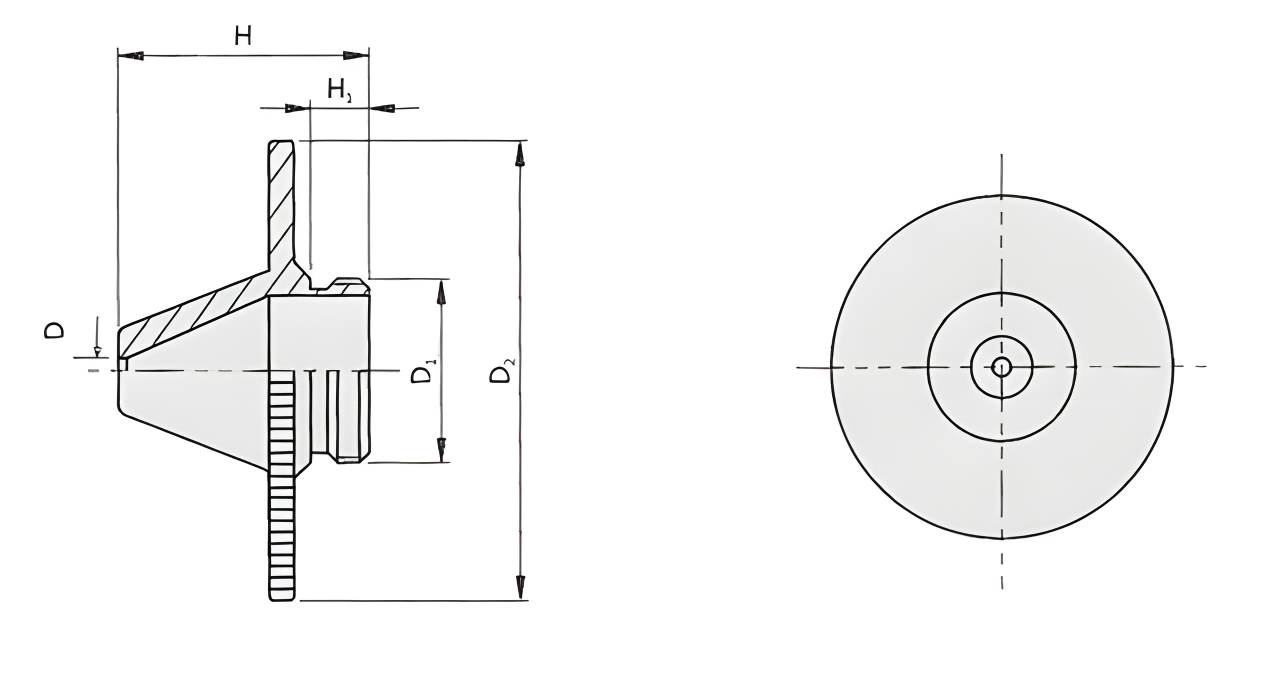
Different manufacturers of laser equipment use laser cutting nozzles are generally different, for example, Precitec commonly used diameter 28mm, height 15mm; Raytools commonly used diameter 32mm, height 15mm, etc.. We have put together the most common laser nozzles on the market, the reader can help themselves.
")
Like laser cutting nozzles, laser welding nozzles can vary in size and design depending on the type and specifications of the laser welding system. Some common types of laser welding nozzles include conical, linear and fibre laser nozzles.
The choice of laser welding nozzle depends on several factors such as laser power, material type and thickness, and the desired welding speed. It is important to select a nozzle that matches the laser system and the specific welding application to achieve the best results.
We have also compiled information on the main laser welding nozzles currently on the market, so please help yourself if you need it, or of course contact us for more information.
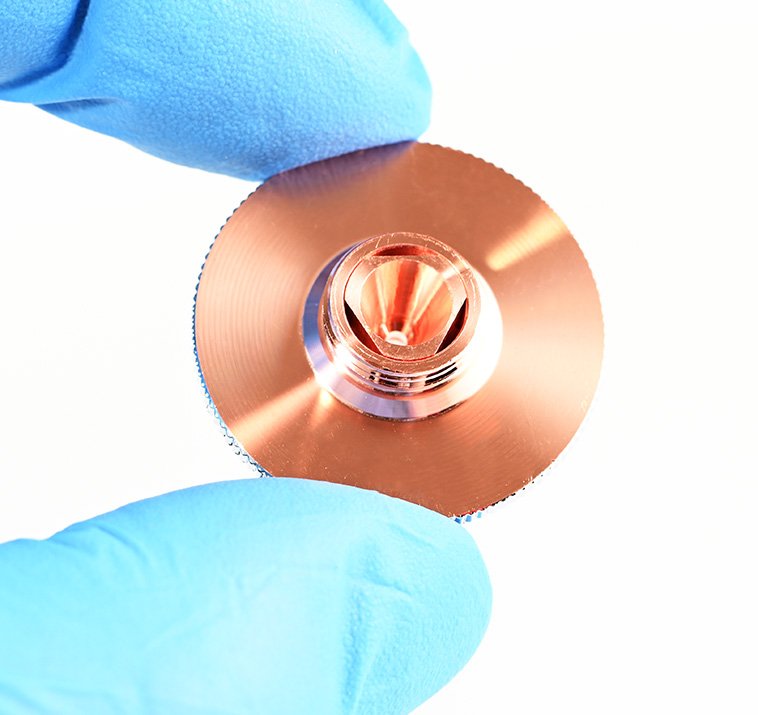
Why Are Laser Nozzles Made Of Copper?
")
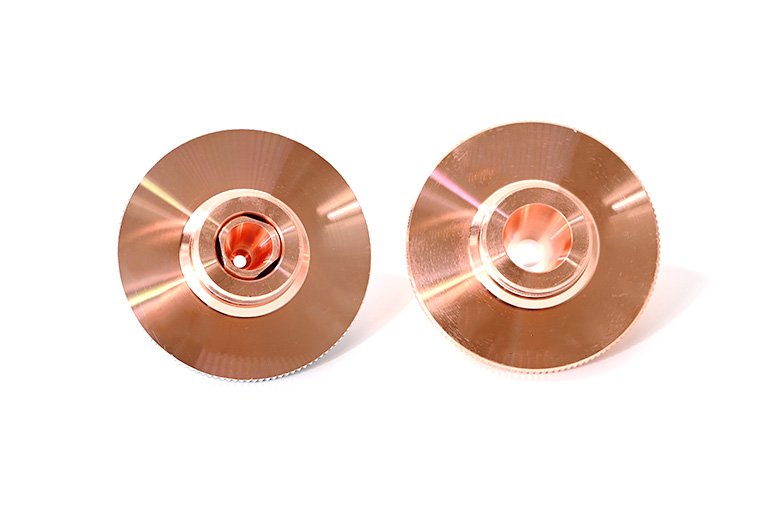
Laser nozzles are usually made of t2 purple copper ,Mainly due to the following 4 points:
1. It has high thermal conductivity and heat resistance. During the laser cutting and welding process, the nozzle is exposed to high temperatures due to the laser energy and any residual heat from the material being cut or welded. Copper is an ideal material for laser nozzles because it effectively dissipates heat and prevents damage to the nozzle and the laser system.
2. Copper is also a relatively soft material, which makes the shape of the nozzle easy to work with and customize. This allows for specialized nozzles to be made for different laser cutting and welding applications.
3. In addition, copper is a relatively low cost material that is widely available, making it a popular choice for laser nozzle manufacturers. The combination of high thermal conductivity, heat resistance, ease of processing and low cost make copper an ideal material for laser nozzles.
4.Excellent electrical conductivity,Laser cutting is required to transmit electrical signals, purple copper made laser head nozzle a role is to collect electrical signals, and through the ceramic ring will be transmitted to the signal processor, the signal processor to send a signal to the machine control center, the machine control center based on the signal to make feedback, adjust the position of the laser head vertical direction, so as to maintain the cutting process of the laser head on the workpiece distance tracking!
So good nozzles are T2 copper production, the reason is that copper has very excellent electrical conductivity. Many nozzles on the market made of red copper, red copper conductivity is not as good as purple copper, easy to lead to cutting process downtime, the laser head hit the workpiece of serious accidents!
Some Common Laser brands of nozzle show :
Amada Laser Nozzles

Trumpf Laser Nozzles

The difference between a single laser head nozzle and a double laser nozzle
For single-layer laser nozzles, the following three types of laser cutting machine nozzles are still most widely used in everyday production.
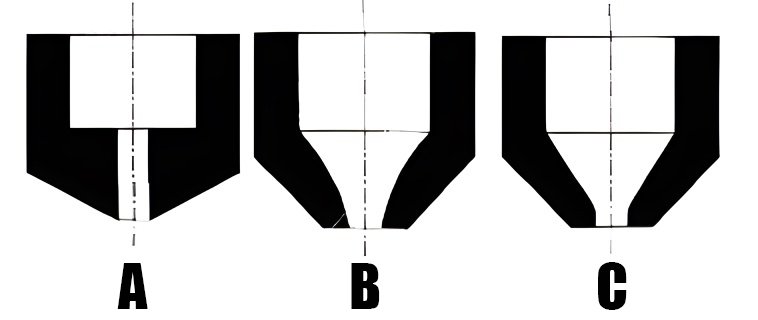
A-Parallel
B-Convergence
C-Conical
One of the most widely used is the conical nozzle, which has the advantages of good cutting quality and high cutting accuracy. It is generally used for nitrogen cutting of stainless steel or precision, high surface requirements of fine cutting.
The Double-layer laser nozzle on the market is actually a simplified version of the supersonic nozzle studied in the laboratory, as shown in the figure below (the arrow points to the inner core of the laser head nozzle):
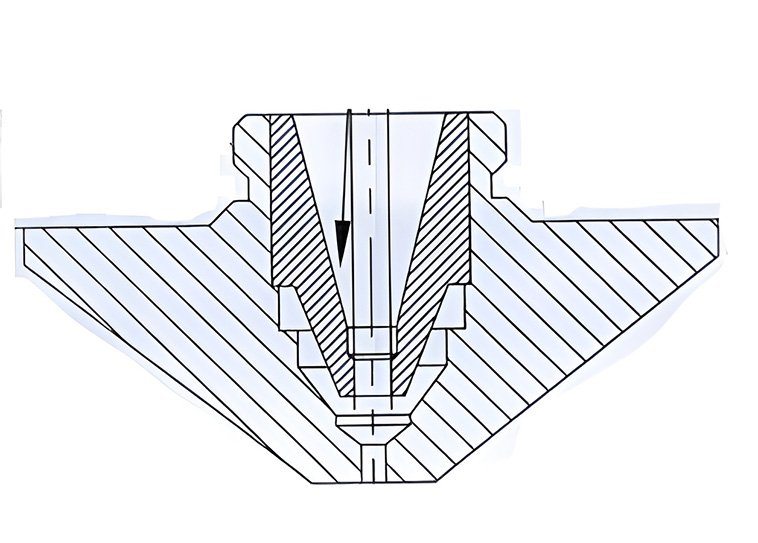
After the gas has passed through the inner core, it undergoes a secondary expansion to increase the gas velocity before it reaches the working surface through the end hole. This has the advantage of reducing surge generation and increasing gas velocity, thus increasing the efficiency of the gas in cutting, removing slag and heat. Using the inner core in this way can reduce the machining difficulty, but another side effect is that its effect is not as good as the real supersonic nozzle effect! And the assembly requirements of the inner core is very high, many nozzle processing equipment to do double nozzle, often occur when the inner core off, the inner core is installed crooked, concentricity exceeds the standard and other serious bad!
Double nozzle because of its high gas flow rate, generally used for high-speed cutting. Cutting carbon steel with oxygen is generally selected double-layer nozzle, its speed, but the slit is wide, and the cutting surface will be blackened (oxidation).
The effect of laser nozzles inner wall scratches on cutting quality
")
In the laser cutting process, high pressure gas passes through the nozzle and reaches the cutting surface to participate in the cutting process.
In this process, inside the laser nozzle, it is required that the density of the gas flow passing at high speed is uniform and no turbulence is generated; after the gas flow exits the nozzle, it is required that the pressure value on the cutting surface of the workpiece is large and stable, even if there is a slight change in the distance between the workpiece and the nozzle.
In the laser cutting head nozzle inside the tapered surface has a scratch, high pressure gas flow through this scratch groove / bump, will change the flow direction of this part of the gas, resulting in turbulent flow, causing a change in gas density.
For example, in a smooth sink with water flow, if there is a piece of iron on the side wall of the sink that is 45 degrees in the same direction as the water flow, when the water flows through at high speed, a 45 degree water column will form at the iron piece and be shot out of the water, which means that the direction of the water flow has changed, and the faster the water flows, the larger the water column will be.
In the nozzle, when the turbulent flow caused by scratching changes, the uniform and homogeneous gas part changes direction, which will lead to a change in the internal gas density and, in serious cases, can lead to the laser beam being refracted, thus changing the laser focus and causing poor cutting.
At the same time, the turbulent flow generation, so that part of the gas flow direction change, the nozzle from the air flow direction is inconsistent, will lead to the working surface of the air pressure is reduced, unstable, so that the cutting effect is greatly reduced.
The situation on the ceramic ring and the nozzle is a reason. In short, in the air flow channel, whether it is the protective mirror, sensor, ceramic ring or laser nozzle, all the air flow channel surface must reach 0.8 degree of finish. This guarantees the quality of the cut.